ELEKTROFÜZYON (EF) KAYNAK METODU
ELEKTROFÜZYON (EF) KAYNAK METODU

8.1.1 Elektrofüzyon Kaynak
Polietilen boruların elektrofüzyon kaynak işlemi, DVS 2207 gibi uluslararası standardına
uygun olarak yapılmaktadır.
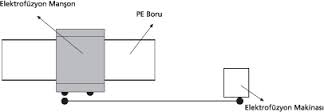
Elektrofüzyon kaynak yönteminde kaynak, manşon kısmındaki ısıtma rezistansları ile
yapılır. Manşon içine borular yerleştirildikten sonra kaynak makinesinin uçları manşonun
delik içerisindeki rezistans uçlarına bağlanarak rezistanslar akım ile ısıtılır. Rezistansların
ısınması sonucu manşonun et kalınlığının borunun et kalınlığından daha çok olmasından
dolayı, boru cidarının ısısı, manşon cidarının ısısından daha yüksek olur. Bu ısı farkından
dolayı boru içerisinde basınç oluşur. Boru üzerindeki basınç ile boru içerisinde oluşan
basınç sayesinde kaynak işlemi gerçekleşir.
Bu kaynak işlemi için kullanılan elektrofüzyon kaynak makineleri hafif olduğu gibi, değişken
kaynak parametreleri ile kaynak yapma ve gerekirse yapılan kaynakların bilgi
dokümanlarının alınmasına da olanak verirler.
Elektrofüzyon kaynak işleminde aynı hammaddeden yapılmış borular kaynatılabilir.
Eriyik akış hızı HDPE-elektrofüzyon birleştirme için 0.3….1.7 gr/10 dk. (l90°C/5 kgj’dir.
Kaynak yapılacak borular ve manşonun eriyik akış hızlarının bu değerler arasında olması
gerekmektedir. Aynı eriyik akış hızına sahip borular kaynak yapılabilir.
Kaynak yapılacak alanın kötü hava koşullarından etkilenmeyecek şekilde korunması
gerekmektedir. (Örneğin: Kar, yağmur, rüzgar, etkili güneş ışınları vb.)
Kaynak yapılacak ortamın ısısı 5°C ile 50°C arasında olmalıdır.
Genel olarak elektrofüzyon kaynak makineleri üzerinde barkod okuyucular ve
elektrofüzyon ek parçalar üzerinde kaynak parametrelerini içerir barkodlar bulunmaktadır.
Kaynak parametreleri barkod üzerinden makineye yüklenmekle birlikte, ek parça üzerinde
yazan kaynak parametreleri manuel olarak da kaynak makinesine yüklenerek kaynak
yapılabilmektedir.
Kaynak Parametreleri
Son teknoloji kaynak makineleri üzerinde barkod okuyucu kalem bulunmaktadır. Kaynak
yapılacak EF ek parçasının kaynak parametreleri, barkod ya da manşon üzerinde yapışık
olarak veya paketin içerisinde bulunur.
Basınç Testi Basınç testi, kaynak işlemi bittikten en az bir saat sonra, borular tamamen
soğuduktan sonra başlatılmalıdır.
Basınç testi DIN 4279/1’e uygun olarak yapılır. Kaynaklı borular üzerine 1.5 x PN basınç
uygulanır. Bu basınç değerinde 10 dk. boyunca düşme olmazsa, test başarı ile sonuçlanır.EF Kaynak Prosedürü
1 – Boruların kaynak yapılacak uçları düz ve pürüzsüz kesilerek, kaynak yapılacak ek
parçanın içerisine dayanma sınırına kadar yerleştirilerek, boru üzerinde giriş sınırı
işaretlenir.
2 – Kaynak yapılacak boru yüzeyi temizlenerek, kaynak öncesi raspa ile yüzey
oksidasyonu alınmalıdır.
3 – Kaynak yapılacak ek parçalar ambalajından kaynak aşamasında çıkarılarak, kaynak
yapılacak elektrofüzyon yüzeyleri sanayi alkolü ile temizlenmeli, borunun ve ek parçanın
kaynak olacak yüzeyleri temizlendikten sonra elle temastan korunmalıdır.
4 – Daha sonra kaynak yapılacak ek parça, borunun işaretli kısmına ek parçanın dayanma
sınırına kadar yerleştirilir.
5 – Elektrofüzyon kaynak uçları yukarı gelecek şekilde boruyla birlikte düz olarak kontrol
edildikten sonra sabitlenir. Kaynak makinesi soketleri, ek parçanın kaynak uçlarına
yerleştirilir ve kaynağa hazır hale getirilir.
6 – Kaynak işlemi için makine hazır sinyalini verdikten sonra, barkod okutularak veya
manuel kaynak parametreleri girilerek kaynak işlemi başlatılır. Genel olarak kaynak
makineleri kaynak süresini ve voltajı ekranda göstererek kaynak işlemini otomatik olarak
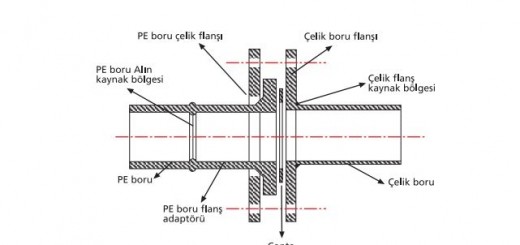
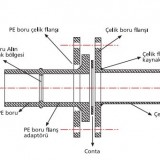
sonlandırarak bitiş sinyali verir.Flanşlı birleştirme yöntemi, PE boruların çelik boru, vana, pompa, kompansatör gibi
ekipmanlarla birleştirilmesi gerektiğinde, veya boru hattının ileriki dönemlerde belli noktalarda
demonte edilmesi gerektiği durumlarda kullanılan bir yöntemdir. Flanş olarak adlandırılan
çelik bir çember PE boru hattının üzerine geçirildikten sonra, boru hattının ucuna “flanş
adaptörü” olarak adlandırılan ve uç kısmında çelik çemberi tutacak şekilde bir yakası bulunan
PE parça, alın kaynağı ile kaynatılır. Flanş ile birleştirilecek olan iki boru hattı karşı karşıya
getirilir ve iki yaka arasına conta yerleştirildikten sonra, civata ve somun ile flanşların bağlantısı yapılır. Dikkat edilmesi gereken husus, civataları dairesel sıra ile değil, karşılıklı
sıra ile sıkmaktır. Civataları sıkarken, boru hatlarını çektirmemek, aşırı yüklenmeleri önlemek
açısından önemli bir husustur.
Kaplin adaptör ile birbirine bağlanacak olan borular, eksenlerine dik olarak kesildikten sonra,
uçları yaklaşık 15°’lik bir açı ile konikleştirilir ve boru çevrilerek kaplinin iç kısmındaki çıkıntıya
kadar itilir. Her iki boru da iyice yerleştirildikten sonra somunlar elle sıkılarak bağlantı
tamamlanmış olur. Eğer boru çapı 40 mm veya üzerinde ise, somunun el ile değil de, özel
anahtar ile sıkılması daha doğru olacaktır. Kaplin adaptörler 20 Atmosfer basınca
dayanıklıdır, ancak çapı 1 1 0 mm’yi geçen boruların bağlantısı için tavsiye edilmemektedir.
.1 Kaynakla Birleştirme Yöntemi
AKANLAR BORU www.akanlarboru.com


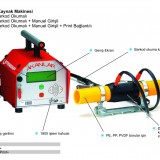
AKANLAR EF (AKN-S)(AKN-180) ELEKTROFÜZYON KAYNAK MAKİNASI
- 20-180mm arası kaynak yapabilme imkanı
- Market tipi barkod okuyucu ile kolay okuma
- Manuel kaynak imkanı
- 4000 adet protokol hafızası
- 175volt – 275 volt arası çalışabilme özelliği
- Yüksek voltaj koruması
- %100 yerli % 100 Milli
- 180 mm ye kadar PE ve PP fittingsleri kaynak yapabilme imkanı
- 4×20 karakter 5 mm yazı boyutu, yeşil Led
- Otomatik kaynak kontrol
- Fittings sağlamlık testi
- Fittings kontrol
- Direnç kontrol
- Akım kontrol
- Voltaj Kontrol
- Türkçe menü
- İngilizce menü
Teknik Özellikler
- Nominal Voltaj: 230 V (tolerans 185 V – 275 V)
- Frekans: 50 Hz – 60 Hz (tolerans 35 Hz – 70 Hz)
- Güç: 2500 VA
- Elektrik koruma sınıfı: IP 54
- Sigorta: 16 A – 230 V
- Primer Devre Akımı: 16 A
- Ortam Sıcaklığı: -10 +60
- Çıkış Voltajı: 8 V – 48 V AC
- Maksimum Çıkış Akımı: 60 A
AKANLAR EF (AKN XL) (AKN-315) ELEKTROFÜZYON KAYNAK MAKİNASI
- 20-315mm arası kaynak yapabilme imkanı
- Market tipi barkod okuyucu ile kolay okuma
- Manuel kaynak imkanı
- 4000 adet protokol hafızası
- 175volt – 275 volt arası çalışabilme özelliği
- Yüksek voltaj koruması
- %100 yerli % 100 Milli
- 315 mm ye kadar PE ve PP fittingsleri kaynak yapabilme imkanı
- 4×20 karakter 5 mm yazı boyutu, yeşil Led
- Otomatik kaynak kontrol
- Fittings sağlamlık testi
- Fittings kontrol
- Direnç kontrol
- Akım kontrol
- Voltaj Kontrol
- Türkçe menü
- İngilizce menü
Teknik Özellikler
- Nominal Voltaj: 230 V (tolerans 185 V – 275 V)
- Frekans: 50 Hz – 60 Hz (tolerans 35 Hz – 70 Hz)
- Güç: 2800 VA
- Elektrik koruma sınıfı: IP 54
- Sigorta: 16 A – 230 V
- Primer Devre Akımı: 16 A
- Ortam Sıcaklığı: -10 +60
- Çıkış Voltajı: 8 V – 48 V AC
- Maksimum Çıkış Akımı: 70 A
AKANLAR EF (AKN-XL) (AKN-500) ELEKTROFÜZYON KAYNAK MAKİNASI
- 20-500mm arası kaynak yapabilme imkanı
- Market tipi barkod okuyucu ile kolay okuma
- Manuel kaynak imkanı
- 4000 adet protokol hafızası
- 175volt – 275 volt arası çalışabilme özelliği
- Yüksek voltaj koruması
- %100 yerli % 100 Milli
- 500 mm ye kadar PE ve PP fittingsleri kaynak yapabilme imkanı
- 4×20 karakter 5 mm yazı boyutu, yeşil Led
- Otomatik kaynak kontrol
- Fittings sağlamlık testi
- Fittings kontrol
- Direnç kontrol
- Akım kontrol
- Voltaj Kontrol
- Türkçe menü
- İngilizce menü
Teknik Özellikler
- Nominal Voltaj: 230 V (tolerans 185 V – 275 V)
- Frekans: 50 Hz – 60 Hz (tolerans 35 Hz – 70 Hz)
- Güç: 2800 VA
- Elektrik koruma sınıfı: IP 54
- Sigorta: 16 A – 230 V
- Primer Devre Akımı: 16 A
- Ortam Sıcaklığı: -10 +60
- Çıkış Voltajı: 8 V – 48 V AC
- Maksimum Çıkış Akımı: 70 A
AKANLAR EF (AKN-XXL) (AKN-800)
KAYNAK MAKİNASI
- 20-800mm arası kaynak yapabilme imkanı
- Market tipi barkod okuyucu ile kolay okuma
- Manuel kaynak imkanı
- 4000 adet protokol hafızası
- 185volt – 275 volt arası çalışabilme özelliği
- Yüksek voltaj koruması
- %100 yerli % 100 Milli
- 800 mm ye kadar PE ve PP fittingsleri kaynak yapabilme imkanı
- 4×20 karakter 5 mm yazı boyutu, yeşil Led
- Otomatik kaynak kontrol
- Fittings sağlamlık testi
- Fittings kontrol
- Direnç kontrol
- Akım kontrol
- Voltaj Kontrol
- Türkçe menü
- İngilizce menü
Teknik Özellikler
- Nominal Voltaj: 230 V (tolerans 185 V – 275 V)
- Frekans: 50 Hz – 60 Hz (tolerans 35 Hz – 70 Hz)
- Güç: 3600 VA
- Elektrik koruma sınıfı: IP 54
- Sigorta: 16 A – 230 V
- Primer Devre Akımı: 16 A
- Ortam Sıcaklığı: -10 +60
- Çıkış Voltajı: 8 V – 48 V AC
- Maksimum Çıkış Akımı: 100 A
AKANLAR EF (AKN-XXL) (AKN-1600)
ELEKTROFÜZYON KAYNAK MAKİNASI
- 20-1600mm arası kaynak yapabilme imkanı
- Market tipi barkod okuyucu ile kolay okuma
- Manuel kaynak imkanı
- 4000 adet protokol hafızası
- 185volt – 275 volt arası çalışabilme özelliği
- Yüksek voltaj koruması
- %100 yerli % 100 Milli
- 1600 mm ye kadar PE ve PP fittingsleri kaynak yapabilme imkanı
- 4×20 karakter 5 mm yazı boyutu, yeşil Led
- Otomatik kaynak kontrol
- Fittings sağlamlık testi
- Fittings kontrol
- Direnç kontrol
- Akım kontrol
- Voltaj Kontrol
- Türkçe menü
- İngilizce menü
Teknik Özellikler
- Nominal Voltaj: 230 V (tolerans 185 V – 275 V)
- Frekans: 50 Hz – 60 Hz (tolerans 35 Hz – 70 Hz)
- Güç: 4800 VA
- Elektrik koruma sınıfı: IP 54
- Sigorta: 20 A – 230 V
- Primer Devre Akımı: 20 A
- Ortam Sıcaklığı: -10 +60
- Çıkış Voltajı: 8 V – 48 V AC
- Maksimum Çıkış Akımı: 120 A

TELEFON:+90 312 382 37 00
FAX:+90 (312) 382 37 77
OFİS GSM: +90 542 382 37 00
GSM: +90 532 283 01 62
Mail: [email protected]
AKANLAR BORU ‘Polietilen Çözüm Merkezi’
BORU KAZIMA EL RASPASI-İMALAT TOPTAN VE PERAKENDE SATIŞ
- HDPE 100 EK PARÇALAR (hdpe 100 pipe fittings)
- KAYNAK MAKİNALARI:
- ALIN KAYNAK MAKİNALARI (butt welding machines)
- ELEKTROFÜZYON KAYNAK MAKİNALARI (electro fusion welding machines)
SIFIR – 2.EL MAKİNA ALIM-SATIM-KİRALAMA (Buying and selling new and used equipment and rental)
- HDPE BORU KAYNAK YARDIMCI ELEMANLARI (hdpe pipe welding tools and equipments)
- HDPE 100 PERFORE DELİKLİ BORULAR (hdpe 100 perforated pipes)
- HDPE 100 BETON GEÇİŞ-YAKALI BORULAR (puddle flanges)
- HDPE 100 BORU KOLLEKTÖRLER ( hdpe 100 pipe collectors)
- BORULAR: (pipes)
- HDPE 100 BORULAR (hdpe 100 pipes)
- PE 80 DOĞALGAZ BORULARI (pe80 natural gas pipes)
- KORUGE BORULAR (Corrugated pipes)
- ÇİFT CİDARLI KORUGE-KABLO MUHAFAZA BORULARI (Cable protection pipes)
- PVC BORULAR (pvc pipes)
- HDPE LEVHALARLA ÖZEL İMALATLAR (custom manufacturing with HDPE sheet)
- ALTYAPI SAHA ÇALIŞMALARIMIZ: (infrastructure field Works)
- BARAJ-GÖLET SULAMA BORU HATLARI (pond dam and irrigation pipelines)
- ATIKSU ARITMA TESİSİ BORU HATLARI (wastewater treatment plant pipelines)
- YANGIN HİDRANT BORU HATLARI (fire hydrant pipelines)
- SOĞUTMA SUYU BORU HATLARI (process cooling water pipelines)
- KİMYASAL MADDE TAŞIMA BORU HATLARI (chemical transfer pipelines)
- ŞEHİR ŞEBEKE İÇME SU HATLARI (urban drinking water pipelines)
- TERFİ MERKEZİ BORU HATLARI (pumping station pipelines)
- YAĞMUR SUYU VE PİSSU BORU HATLARI (rain water and sewage pipelines)
- İSALE HATTI BORULAMA (transmission pipelines)
- KATI ATIK TESİSİ DRENAJ PERFORE BORU UYGULAMALARI (perforated drainage pipe applications for solid waste facilities)
- BALIK KAFES UYGULAMALARI fish cage pipe applications
- JEOTERMAL BORU HATLARI (Geothermal Pipelines)
- DENİZ SUYU DESARJ BORU HATLARI (sea water discharge pipelines)
- TOPLU KONUT ALTYAPI BORU UYGULAMALARI (housing infrastructure pipeline applications)
- YOL KAVŞAK ALTYAPI UYGULAMALARI (crossroads pipeline applications)
- BASINÇLI HAVA BORUSU HATLARI (compressed air pipeline applications)
- HAVUZ BORULAMA UYGULAMALARI (pool piping applications)
- SU VE KİMYASAL DEPO HDPE LEVHA KAPLAMA (water and chemical warehouses hdpe plate coating applications)
- SİFONİK SİSTEM BORULAMA UYGULAMALARI (
- HER ÇAPTA HDPE 100 BORU TAMİR İŞLERİ (In each diameter HDPE pipe repair applications)


Bir önceki yazımız olan ALIN KAYNAK METODU başlıklı makalemizde ALIN KAYNAK hakkında bilgiler verilmektedir.